


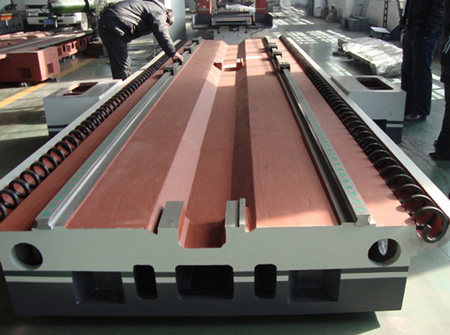


1、销售一部:铸铁平台 铸铁件 铸钢件
王小姐:0317-8198662 18232730829
2、销售二部:大理石平台 大理石构件
张小姐:0317-8191000 13703332811
3、销售三部:塞规环规 通止规 检具
赵小姐:0317-8192056 18232730829
4、其他量具
赵女士:0317-8192080 18232730829
5、投诉热线:0317-8192056 15076798908
公司传真:0317-8192685
公司网址:www.xcglj.com
地址:河北省沧州市泊头市交河镇北孟庄村
机械产品零部件加工精度影响因素
(一)、机械加工工艺概述
机械加工工艺,其本质是需要利用的生产技术使得加工原材料从毛坯的状态变为具有实用价值的、精度较高的零件。这一系列操作过程中,工作人员应当结合当前时代背景对零件精度的要求,对毛坯类型的零件进行打磨和改造,使零件,提高使用价值,在先前的粗加工技术之上去粗取精,进行深一步精加工,使得机械零件具有的精度和使用性能,符合现代机械行业对机械精度的要求。在进行金属零件的加工中,应在零件投入使用之前对加工的零件进行实验,检测其性能是否能够符合现代机械加工行业的现实需求,对零件进行试验和检查。在这一过程当中,如果发现零件在使用时存在质量问题或者不符合要求,那就应当考虑到零件加工的误差是否过大,如果该零件的误差值己经超出了公差的范围,则应当立刻淘汰重新制作。在零件化加工过程中,零件加工的本质是将毛坯材料改造成可利用的零件,工作人员应当把握住这一特征,提高零件加工合格率,对生产加工过程当中存在的因素进行控制,防止受到外界不良因素干扰。此外,还应对加工的零件进行分类和处理,采取不同的方式对其进行有针对性加工和处理。
钳工以手工操作为主,使用手工工具(如刮刀、锉刀、手锯等)或机动工具(如机动锉刀、电钻等)完成对零件的工作。钳工常用设备有钳桌(钳工工作台)、老虎钳、砂轮机和钻床等。
(二)、机械加工精度影响因素
(1)机床自身因素。如果机床本身就存在误差,必然会影响零件加工的精度,具体来说,机床方面的误差主要包括以下几种。是主轴回转误差。加工零件以主轴为准,其属于机床加工的核心零件,因此一旦出现偏差,必然会影响零件精度。是导轨误差,其是机床在运行过程中的一项较为基础的条件,对于零件各部分位置的确定具有重要作用。但此类误差较为常见,安装质量也处于极不稳定的状态,进而导致机床整体产生偏差,无法满足零件的加工要求。第三是传动链误差,传动链元件会随机床运行时间的增加逐渐被磨损,进而影口向加工精度。
(2)加工工具因素。在加工过程中通常会根据零件的特点选择合适的刀具,时还需要采用一些道具,而这类道具容易形成误差,普通道具的误差相对较小,甚至可根据零件的精度要求直接忽略。另外,夹具的影响较为明显,其主要作用是固定机床与刀具,避免两者偏移,但夹具出现误差的现象也较为常见,终导致零件的度无法满足生产要求,因此需要严加控制。
(3)内应力因素。内应力会影响机械设备的稳定性,进而导致零件变形。内应力的产生与以下两项因素有关。,在热处理时零件的尺寸控制难度较大,容易导致尺寸不够均匀,冷却过程中也会出现同样的状况,终都会产生内应力。,如果零件为细长状,车销后会因内应力而弯曲,进而影响零件的加工精度。
(4)工艺系统因素。工艺系统一旦受热,必然会导致零件变形,在具体加工时误差可达70%。机床与刀具数受热时同样会出现此种情况,并且变形明显。另外,工艺系统在加工过程中通常会受到外力的影响,进而导致加工误差较大,其中的原因主要包括以下两个方面。是零件刚度。相对刀具而言,工件刚度较低,在切削力的共同作用下,必然会导致零件刚度不足,进而引发变形问题。是刀具刚度。采用外圆车刀加工时尽管因刚度过大会产生程度的形变,但通常情况下均能控制在的范围内,因此可直接忽略,但如果刀杆刚度较小,则会导致孔加工的精度无法满足生产要求,撞的直径过小也会引发同样的状况。
相关产品
|
相关动态
|

