

1、销售一部:铸铁平台 铸铁件 铸钢件
王小姐:0317-8198662 18232730829
2、销售二部:大理石平台 大理石构件
张小姐:0317-8191000 13703332811
3、销售三部:塞规环规 通止规 检具
赵小姐:0317-8192056 18232730829
4、其他量具
赵女士:0317-8192080 18232730829
5、投诉热线:0317-8192056 15076798908
公司传真:0317-8192685
公司网址:www.xcglj.com
地址:河北省沧州市泊头市交河镇北孟庄村
工程装置工装工具以及工艺技术内容
(一)、工程机械工装工具
工艺装备和工具都重要,只有的装备工艺才能提和精度。焊接机器人和加工中心已经成为工程机械中焊接、加工常用的设备,但在装配过程中,这些的装备几乎没有。
工程机械装配中常用的工装工具主要有压装机、拧紧机等。轴承内圈与轴、外圈与孔的装配以及销与孔的装配有很多情况采用过盈配合,采用加热与冷冻的方法可以便于装配,但是较为麻烦,还需要的工业加热箱和冷柜。如果采用压装工艺,效率会提高,当然,需要专门的压装机。压装机主要是液压油缸驱动,结构简单、适用性强,可以定点压装,也可以通过起重设备吊运在不同位置使用。
连接紧固是装配作业的主要内容。工程机械所用的部分螺栓直径较大,而且一些关键部位的螺纹连接对拧紧力矩有着较高的要求,比如传动件、工装装置的连接等,靠拧紧工具进行装配。但是,目前采用的还是普通气动扳手,不能对拧紧力矩进行控制,导致后期螺栓松动。为了拧紧力矩,一些企业采用普通拧紧工具紧固后再用扭力扳手进行校准,但是扭力扳手较笨重,2000Nm以上的扭力扳手需要两人抬着操作。因此,大直径螺栓紧固力矩的控制只能采用抽检,这为螺栓松动造成的质量事故留下了隐患。为了螺栓连接的性,控制螺栓拧紧力矩,一些企业开始采用定扭矩拧紧工具,包括定扭矩电动扳手、风扳机和多轴拧紧机等。
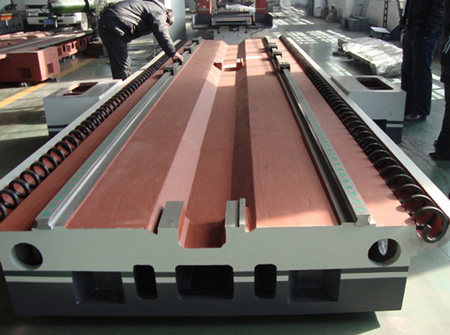
用检验平台检查工件时,先将工件擦净,再均匀地涂上一层很薄的红丹油(红丹粉与机油的混合剂),然后将工件表面与擦净的检验平板稍加压力配研。配研后,工件表面上的高点(与平板的贴合点)因磨去红丹而显出亮点,这种显示高点的方法称为研点子。
(二)、钳工工艺技术内容
钳工工艺中有很多项目类型,例如铰孔、攻丝、套丝和锉削等等,这些都是常用的钳工技术,特别是在20世纪初期的时候,钳工工艺开始应用到机械化和自动化工艺中,其中应用得做的是锉削工艺,锉削工艺是钳工工艺中一项非常重要的工艺,其工艺的关键是尺寸的控制和形位公差,锉削工艺的好坏会直接影响到产品的质量。
钳工工艺中的锉削工艺首先要分析产品图纸,综合考虑后确定好毛坯件尺寸的大小,然后才能够地确定工艺路线,明确需要准备哪种类型的工具来进行锉削工艺,并且还要预估下每一道工序需要的时间,这样才能把握好生产效率。
一个工艺初的资料就是一个个零件图,因此,在正式施工之前需要将零件图的功能、结构及其特点充分剖析,同时还要对其尺寸进行精度的预估,要到预期形状的精度,位置精度已经产品表面的粗糙程度,这些都会影响终产品的质量,要充分考虑。对产品图纸分析完成之后需要开始准配毛坯,理论上毛坯的尺寸与成品的尺寸相差不是很大,也不需要过多的加工余量,因此,毛坯的准备也很关键,如果尺寸选择不合适,就有可能造成毛坯零件报废。总体布局的制定对钳工工艺路线的拟定很重要,首先要确定加工基准,其次确定加工的顺序和方法,再次准备好相关零配件,确定实施方案开始加工。锉刀是钳工工艺的主要工具,锉刀的选择与零件的大小有关,它能够确定产品的精度和表面的粗糙度。在加工的过程中要把握好锉刀的角度,提高产品的精度。
简单的说,采用钳工工艺加工一个物件,首先要确定好加工所需的时间,其次是确定工作流程,充分考虑加工过程中的每个序的工作量、难易程度,将时间安排好,避免出现前紧后松的情况,导致产品不能按质按量的完成。
相关产品
|
相关动态
|